

INVESTMENT CASTING
Investment casting, also known as lost wax casting, is widely regarded as a precision casting process specifically designed to fabricate near-net-shaped components. These components often require complex shapes and are frequently thin-walled products that may not necessitate future machining, providing a significant advantage. This sophisticated process ensures accuracy, repeatability, versatility, and integrity across a variety of metals and high-performance alloys, making it an essential technology in modern manufacturing.
One of the key benefits of investment castings is their ability to accommodate complex internal geometries. This capability leads to substantial weight reductions, which is especially valuable in industries where material efficiency can enhance overall performance. Furthermore, the technology offers an extensive range of alloy choices, thereby delivering exceptional design flexibility that caters to both aesthetic considerations and functional requirements.
The strategic reduction or elimination of secondary machining tasks allows manufacturers to seamlessly convert multi-part assemblies into single, as-cast parts that achieve high rates of repeatability. This adaptability is particularly advantageous in high-demand production environments. With thin wall capabilities, smooth surface finishes, and consistently high dimensional accuracies, investment casting emerges as a straightforward yet highly effective solution to address complex engineering challenges faced by various industries.
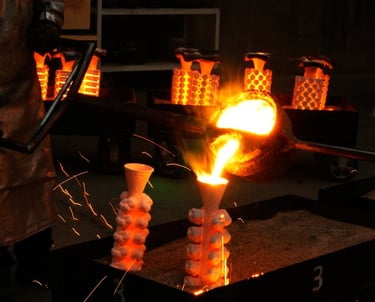
The process itself begins with the injection of wax into a precisely crafted aluminum die to produce a pattern that serves as an exact replica of the final part. For each casting project, a wax pattern must be meticulously manufactured, ensuring that every detail is captured accurately. The resulting patterns are strategically clustered around a coated sprue and subjected to a thorough dipping process in an agitated vat of ceramic, followed by a drying phase to solidify the coating. Once a shell thickness of approximately 3/16" has been established, the molds undergo a dewaxing process. This is typically achieved through one of two methods: flash firing at high heat (around 1400 F.) or autoclaving, which involves applying pressure and steam to facilitate the removal of the wax. Afterward, the hollow shells are preheated to temperatures ranging from 800 to 2000 F, contingent upon the specific alloy destined for pouring, followed by the immediate casting of molten metal into the preheated shell. Upon cooling, the ceramic material is vibrated and blasted off the metal parts and subsequently discarded. The remaining steps of the cleaning operations—which include cut off, grind, heat treat, straightening, and blast—are straightforward and bear similarities to other casting processes, ensuring efficiency and consistency.

© 2025. All rights reserved - Incartel
Opp. Real Prime, Bapasitaram Chowk, Mavdi Main Road, Rajkot, Gujarat(India) - 360 004
+91 99257 80669
marketing@incartel.in
Specialized in critical casting and machining components.
LEGAL